
Bonne pratique pour gérer une compensation rayon entier sur courbe composite dans PowerMill lors de l'utilisation distance de recouvrement UDO
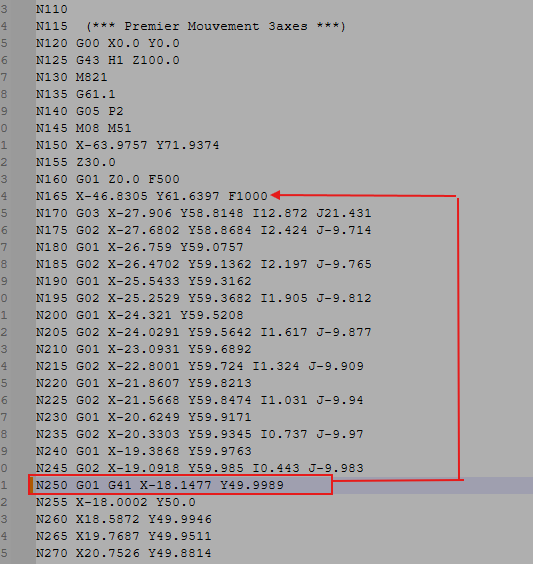
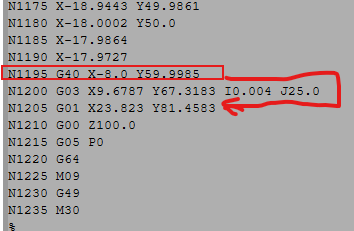
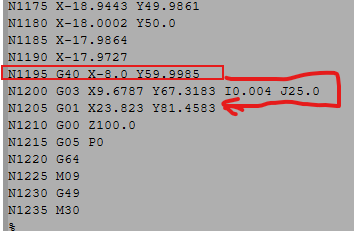
Problème : Lors de l’utilisation de la stratégie Usinage de courbe Contournage de courbe sur Motif courbe composite, en appliquant une valeur distance de recouvrement UDO,
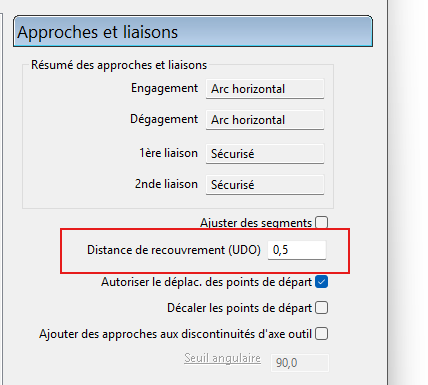
après post traitement la prise et l’annulation de compensation outil n’est pas à l’endroit voulut.
![]()
Seule consequence si l’opérateur utilise une fraise supérieure à la fraise, programmer la pièce sera marqué en entrée sortie.
Précautions à prendre pour éviter ses erreurs
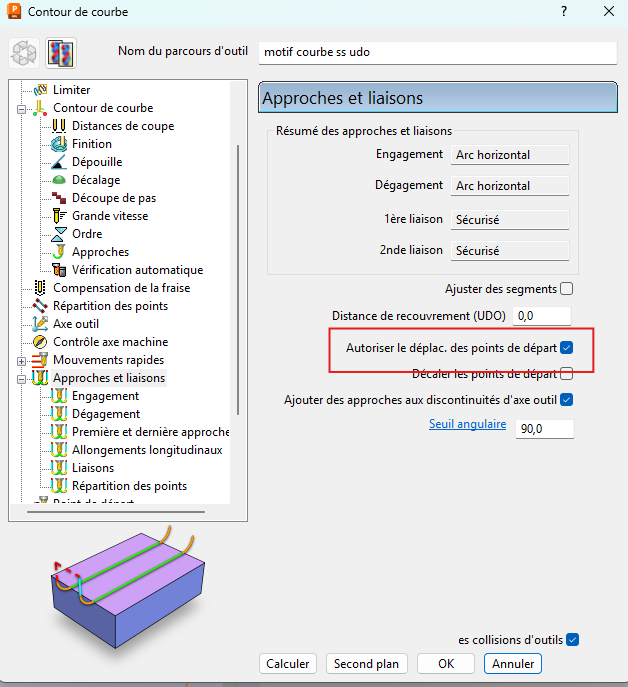
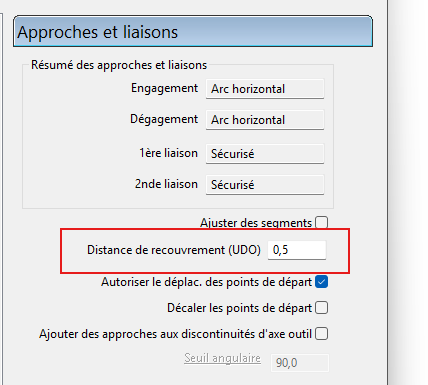
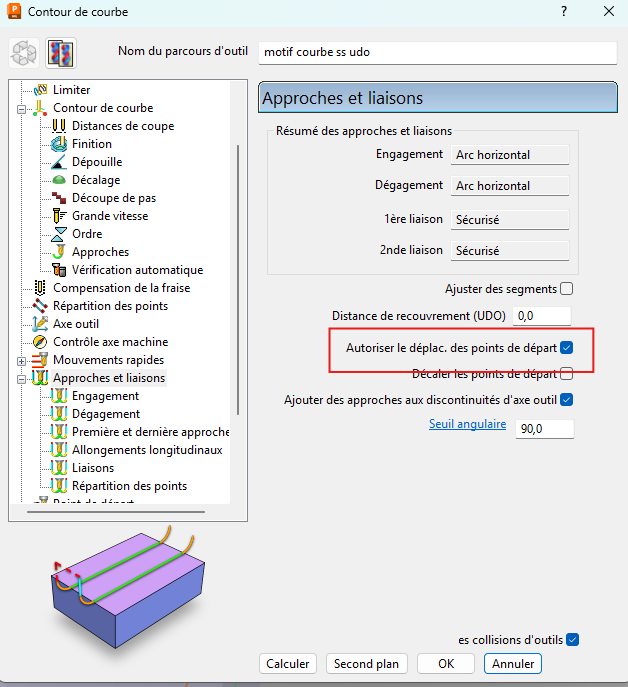
- Penser à toujours cocher l’option « Autoriser les déplacements du point de départ » dans les paramètres d’approche et de liaison. Cela permet à PowerMill de choisir les meilleurs points de départ pour l’usinage.
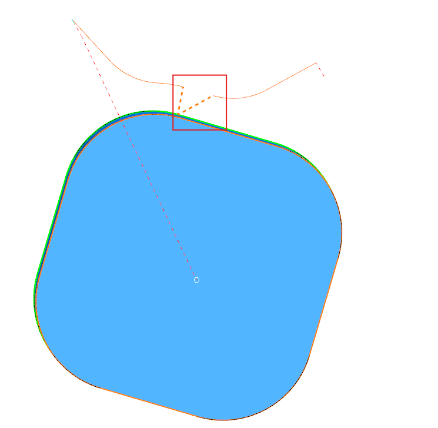
- Il est également important de toujours vérifier le résultat en visualisant la compensation.
En activant dans le menu Parcours D’outil > Parcours d’outil compensé
Les pointillés sur les approches visualisent la prise de la compensation
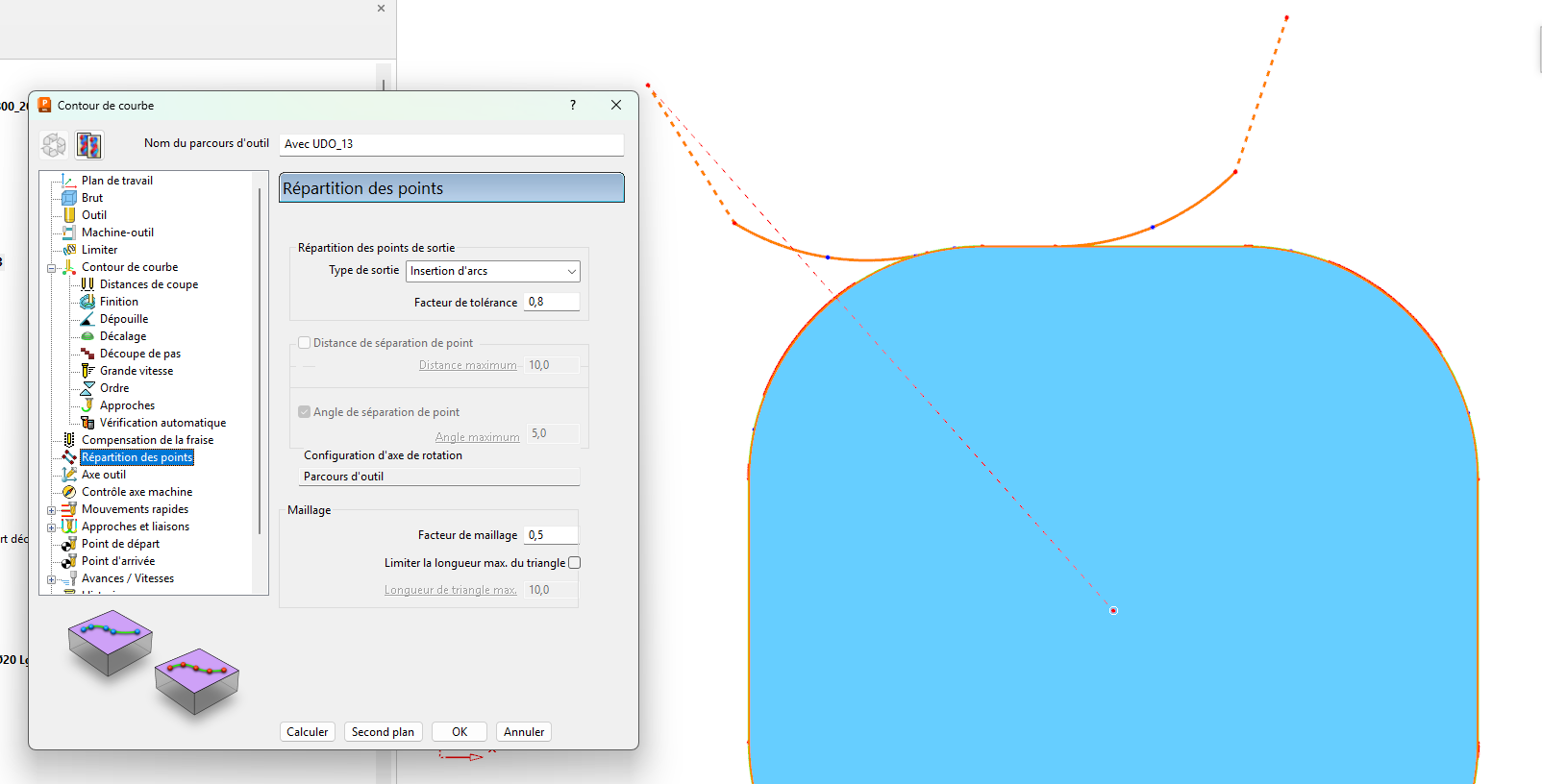
Solution pour améliorer ce parcours
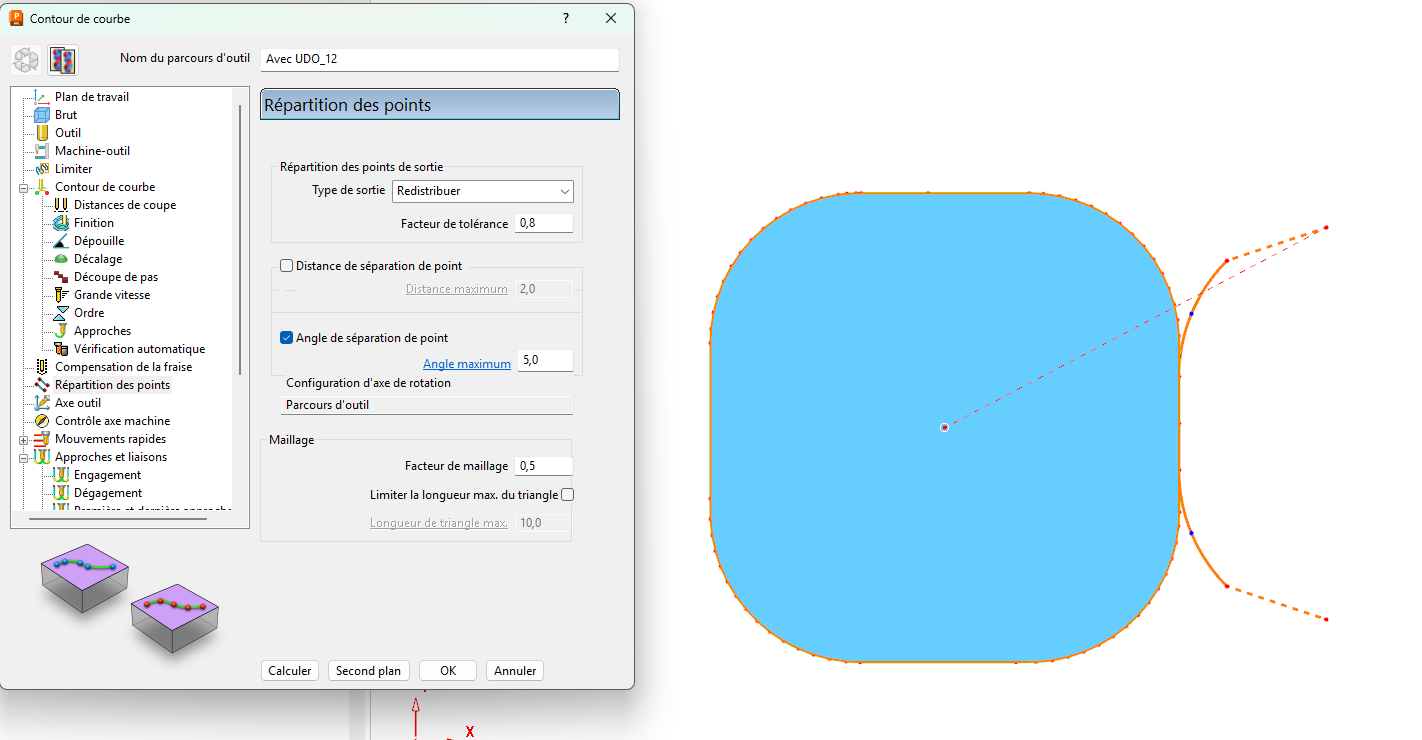
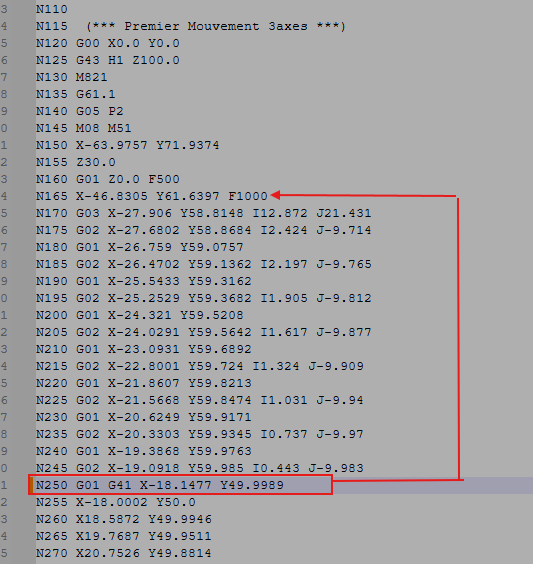
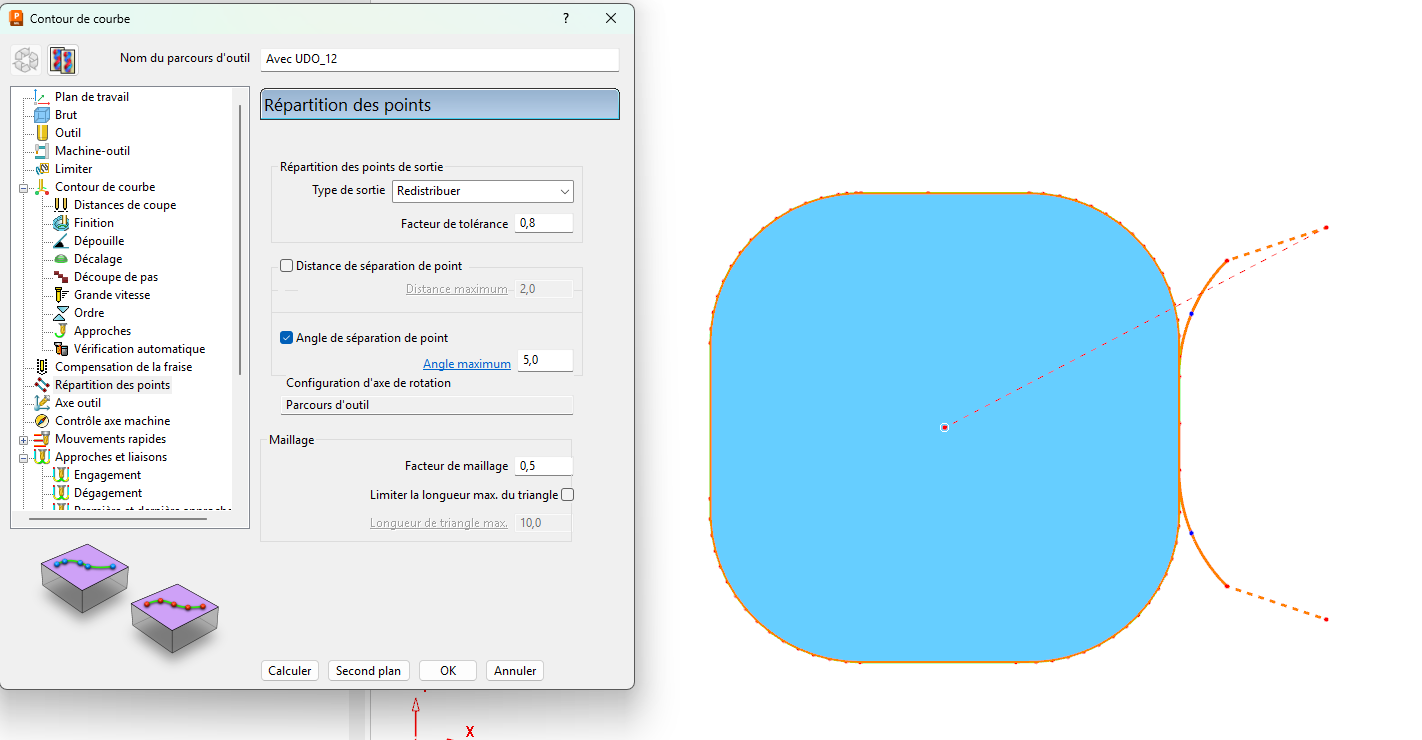
- Effectuer une redistribution des points et forcer le parcours tous en G1.
Seul le parcours et en G1 engagement et dégagement reste en circulaire
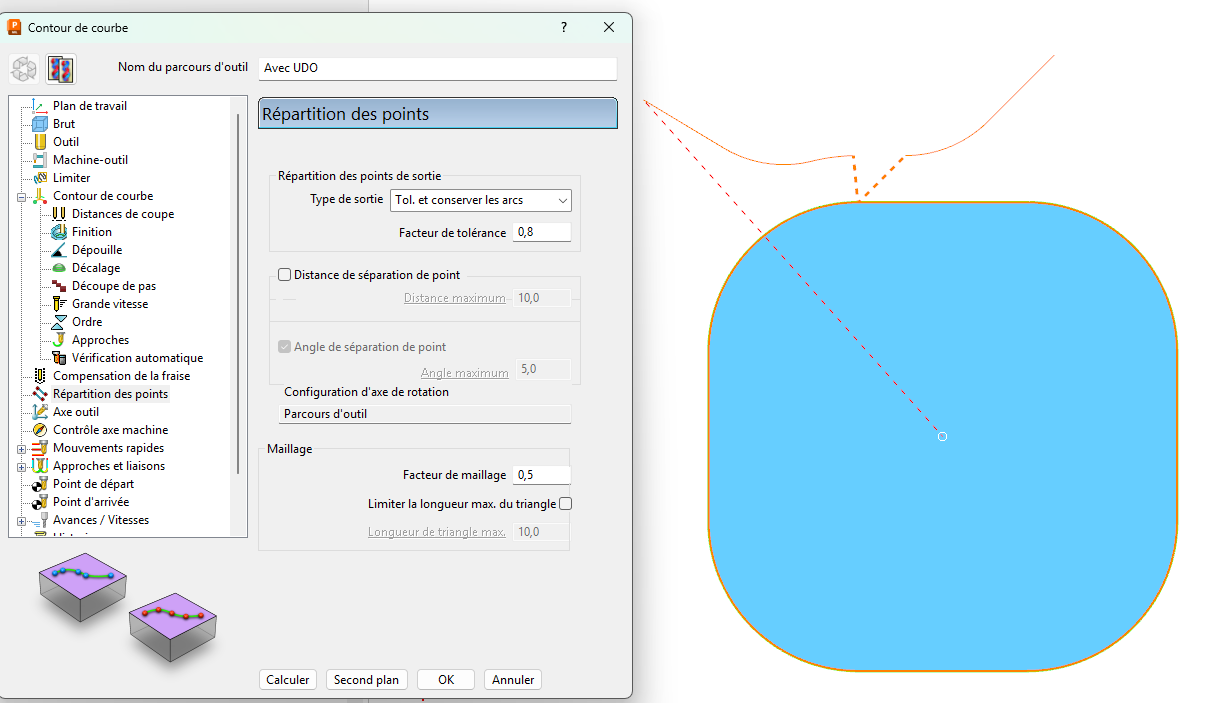
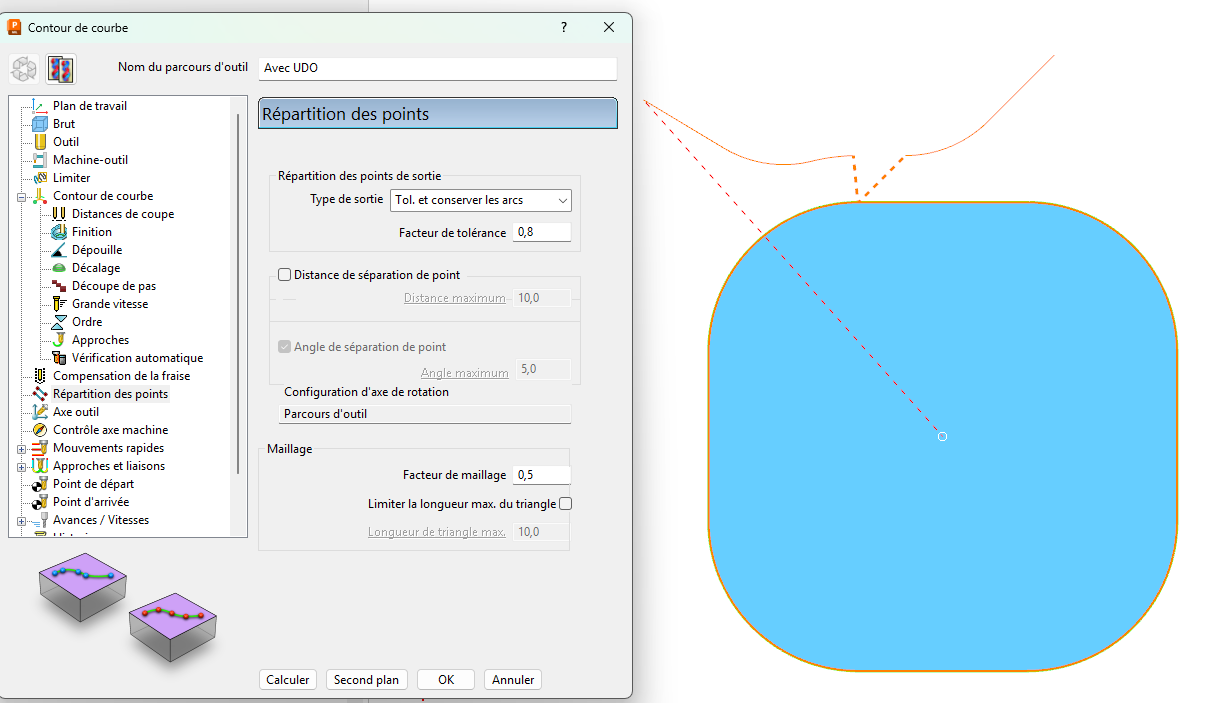
Si on veut garder les mouvements circulaires
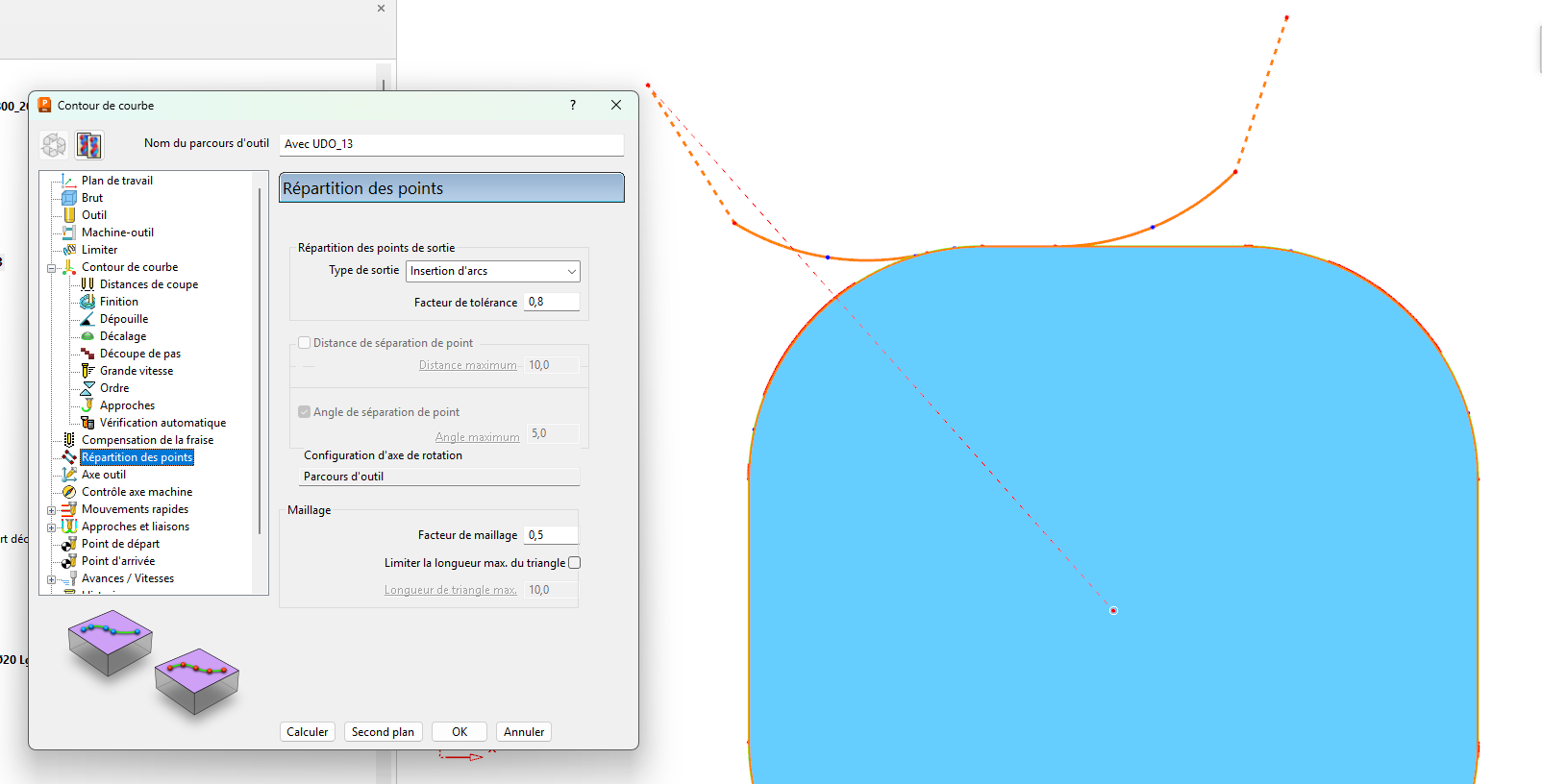
- Définir une tolérance générale de 0,01 minimum et dans les paramètres de répartition des points, forcer l’insertion d’arcs, puis vérifier le résultat obtenu sur la courbe.
Bonne pratique pour gérer une compensation rayon entier sur courbe composite dans PowerMill lors de l'utilisation distance de recouvrement UDO
Problème : Lors de l’utilisation de la stratégie Usinage de courbe Contournage de courbe sur Motif courbe composite, en appliquant une valeur distance de recouvrement UDO, après post traitement la prise et l’annulation
de compensation outil n’est pas à l’endroit voulut.
![]()
Seule conséquence si l’opérateur utilise une fraise supérieure à la fraise, programmer la pièce sera marqué en entrée sortie.
Précautions à prendre pour éviter ses erreurs
- Penser à toujours cocher l’option « Autoriser les déplacements du point de départ » dans les paramètres d’approche et de liaison. Cela permet à PowerMill de choisir les meilleurs points de départ pour l’usinage.
- Il est également important de toujours vérifier le résultat en visualisant la compensation.
En activant dans le menu Parcours D’outil > Parcours d’outil compensé
Les pointillés sur les approches visualisent
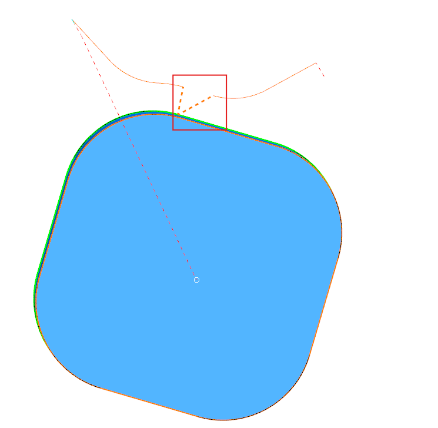
la prise de la compensation
Solution pour améliorer ce parcours
- Effectuer une redistribution des points et forcer le parcours tous en G1.
Seul le parcours et en G1 engagement et dégagement reste en circulaire
Si on veut garder les mouvements circulaires
- Définir une tolérance générale de 0,01 minimum et dans les paramètres de répartition des points, forcer l’insertion d’arcs, puis vérifier le résultat obtenu sur la courbe.








Laisser un commentaire