
Dans le processus d'injection plastique, la maîtrise de la transition entre la phase de remplissage et le compactage est déterminante pour la qualité finale de la pièce. L'utilisation du résultat Retrait Volumique Moyen dans Autodesk Moldflow offre une perspective globale sur l'efficacité du maintien. Contrairement au retrait linéaire ou géométrique, qui mesure la variation dimensionnelle externe, le retrait volumique moyen représente la variation de densité de la matière à travers l'épaisseur sur l'ensemble du cycle de refroidissement. De manière générale, l'analyse de ce résultat doit s'appuyer sur deux critères fondamentaux :
- Seuil de criticité : Il est impératif de veiller à ce que le retrait volumique maximum ne dépasse pas 8 à 9 %. Au-delà de ces valeurs, on considère que le compactage est critique, voire inexistant, ce qui entraîne quasi systématiquement des défauts de gauchissement ou esthétiques majeurs (retassures profondes, vides).
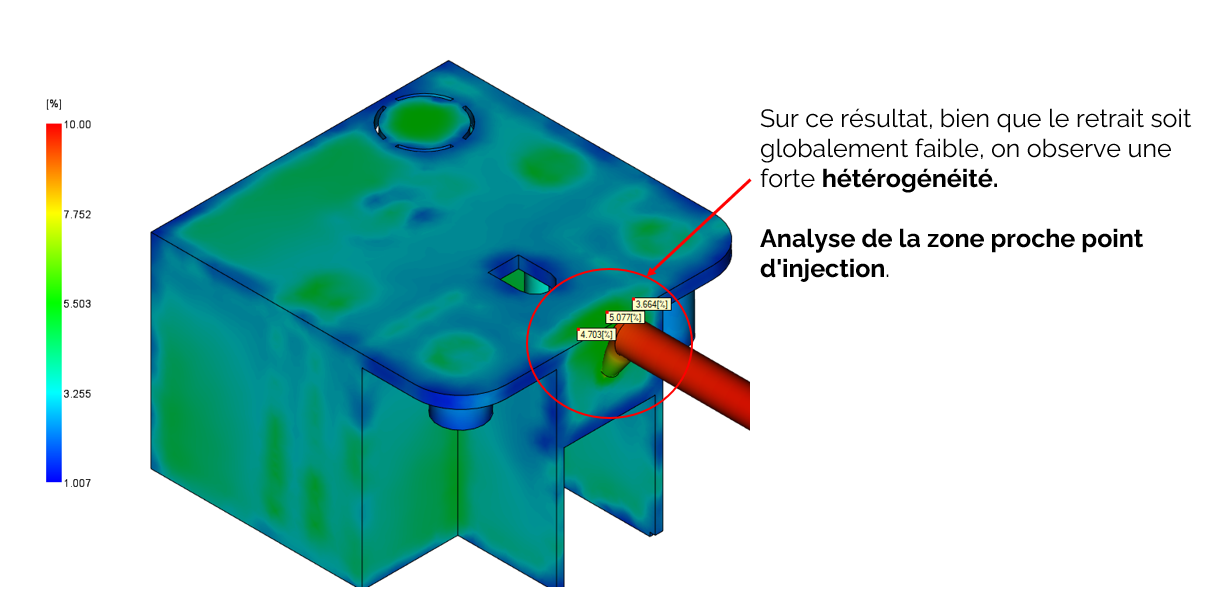
- Homogénéité : L'objectif n'est pas seulement d'obtenir des valeurs basses, mais d'observer le retrait le plus homogène possible sur l'ensemble de la pièce. Un gradient de retrait trop important entre deux zones est le principal vecteur de gauchissement et de tensions internes résiduelles.
Les captures d'écran suivantes illustrent une méthodologie d'analyse rigoureuse. Nous observerons d'abord la cartographie du retrait volumique pour évaluer l'efficacité globale de la pression de maintien. Dans un second temps, l'analyse sera corrélée à l'évolution simultanée de la pression de cavité et de la température (gel du seuil). Cette étude combinée permet de déterminer si l'optimisation doit porter sur les paramètres de process ou si le design même de la pièce limite physiquement la transmission de la pression, empêchant ainsi d'atteindre le point de compactage idéal :
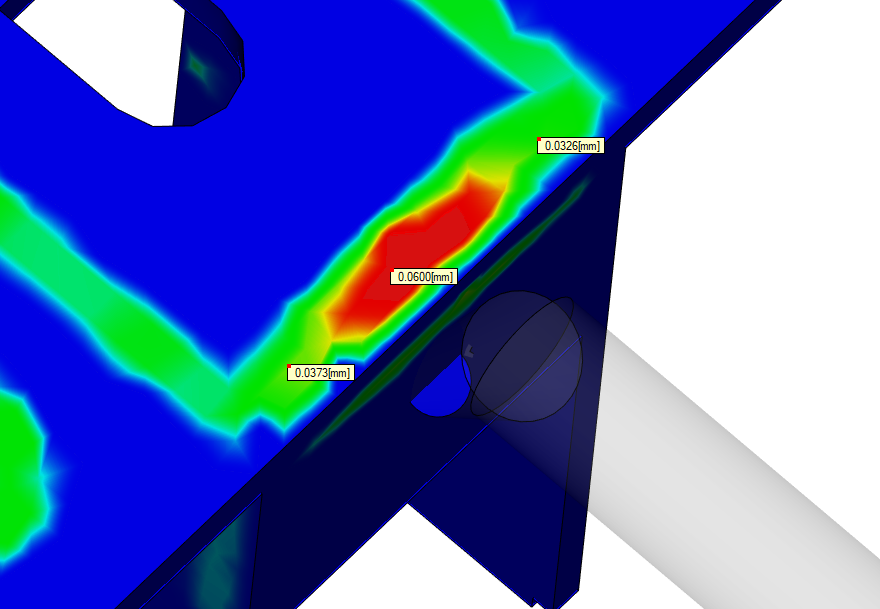
Ce retrait volumique élevé à proximité du seuil a pour conséquence directe de générer un défaut de retassure :
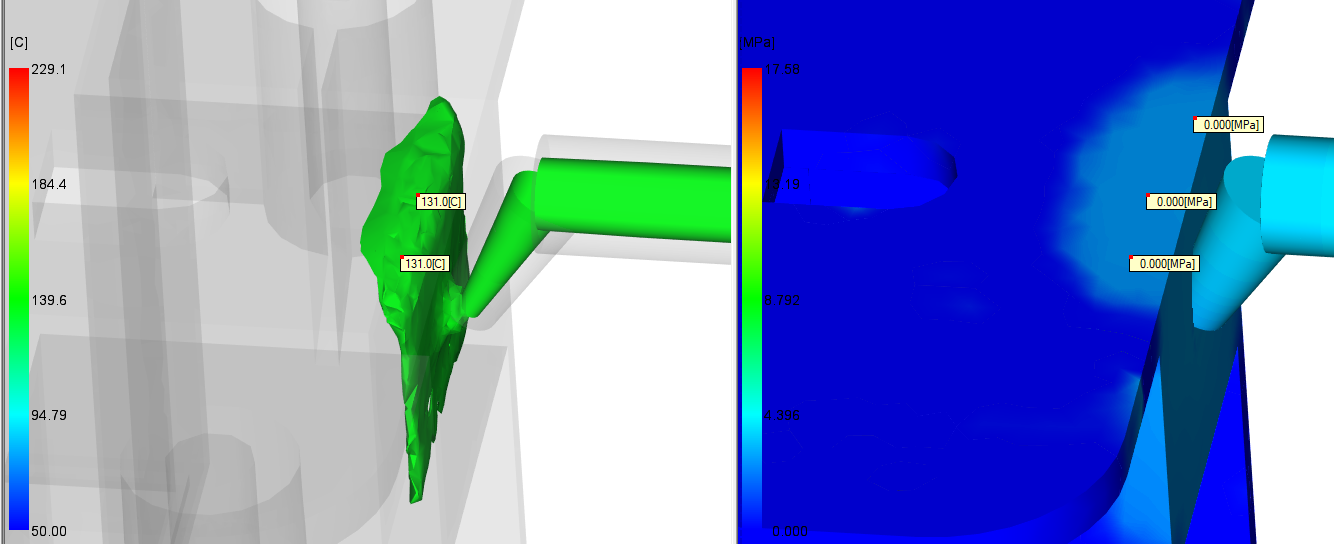
L'observation simultanée de la veine fluide (en vert sur l'image de droite) et de la pression de cavité (image de gauche) révèle une anomalie critique : la pression chute à zéro alors que la matière n'est pas encore solidifiée, notamment au niveau du seuil et du point d'injection.
Cet état est l'indicateur caractéristique d'un temps de compactage trop court. En prolongeant la phase de maintien, il aurait été possible de transmettre la pression plus longtemps dans la zone encore fluide. Cette action permettrait de compenser la contraction thermique de la matière jusqu'au gel complet du seuil, réduisant ainsi significativement le retrait volumique final et les risques de retassures associés.
Pour toute information complémentaire, contactez-nous à : support@aplicit.com





Laisser un commentaire