

Moldflow – Comment isoler les causes principales du gauchissement ?
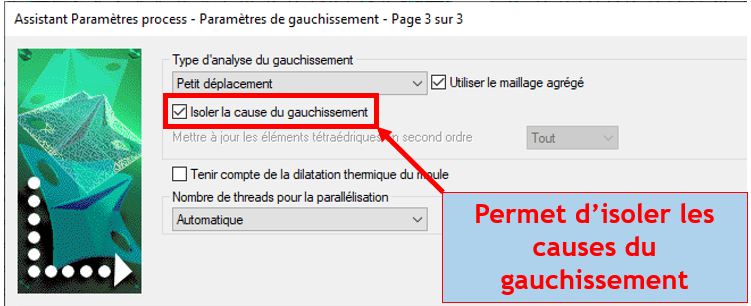
Moldflow permet de visualiser le gauchissement final d’une pièce après éjection. Cependant, il peut être difficile de distinguer si le gauchissement est principalement dû à un refroidissement différentiel, à un effet d’orientation ou bien au retrait volumique de la matière. Il existe une fonction dans le paramétrage process qui permet d’isoler les causes du gauchissement durant le calcul. La capture d’écran suivante montre comment accéder à cette option :
Avec cette option sélectionnée, il est possible de visualiser l’impact de la thermique / du retrait / et de l’orientation fibre (si la matière est chargée). Dans le cas présenté ci-dessous, la matière utilisée pour la simulation était du PA6 chargé fibres de verre :
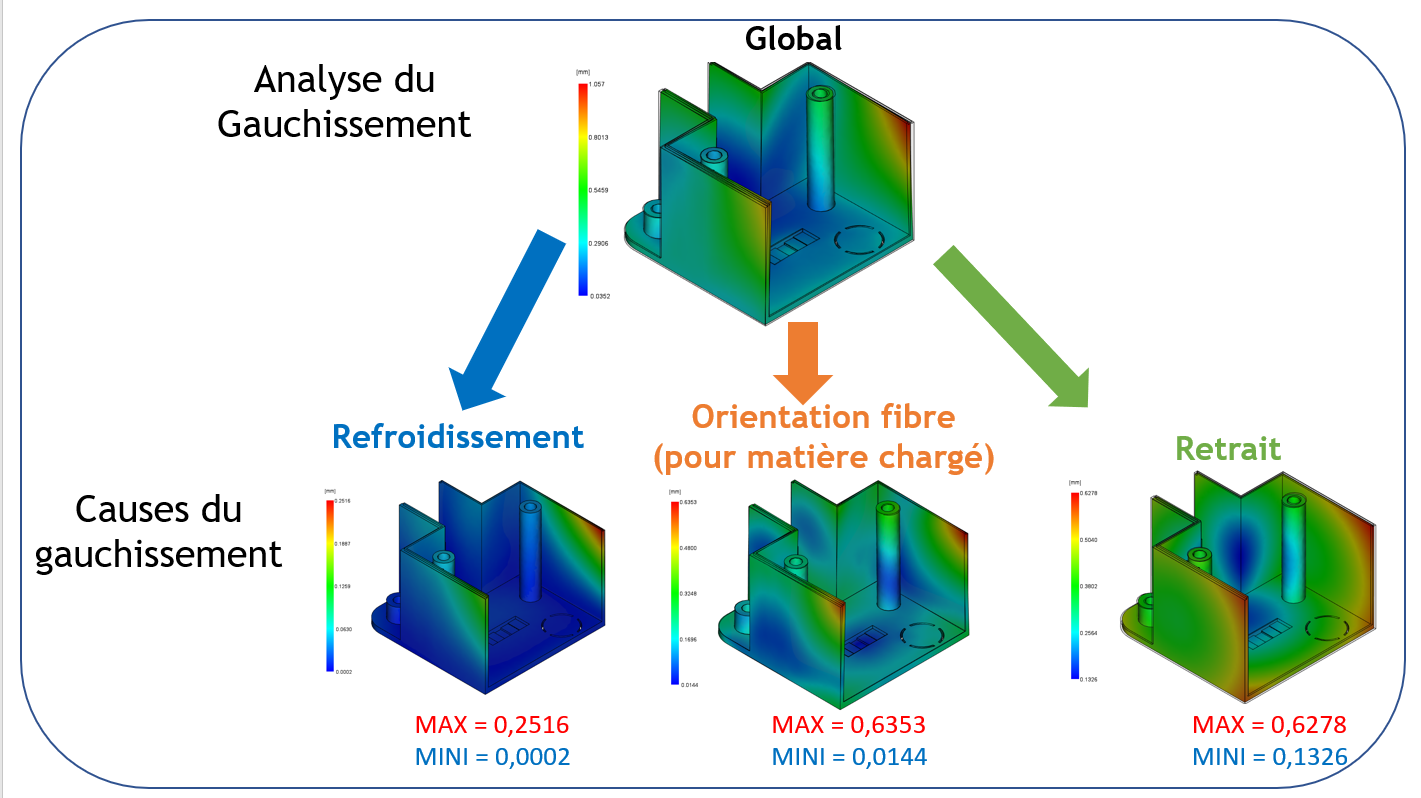
Dans cet exemple, l’orientation fibre ainsi que le retrait sont les paramètres qui impactent le plus le gauchissement de la matière. Le refroidissement impacte seulement les coins de la pièce. Il faut donc modifier les paramètres d’injection afin de modifier l’orientation et le retrait pour optimiser le gauchissement de manière significative.
Pour toutes précisions supplémentaires, n’hésitez pas à nous contacter !
Adresse support : support@aplicit.com
Ces articles peuvent vous intéresser :
Cet article s’applique lorsque la pièce est dégauchie. Pour rappel, [...]
Créer des apparences en relief de type moletage Cela vous [...]
PowerMill : problème lors de l’import de fichier SolidWorks ou para [...]
Vous avez un message d’erreur (comme indiqué ci-dessous) à l’ouverture [...]
